






金属喇叭网加工方法有哪些?
金属喇叭网加工方法有以下几种方案,各自有各自的优势和缺陷。
1.传统工艺的加工方法:冲压
冲压是最初的一种金属喇叭网的加工方法。主要针对是一些外观要求比较粗糙,对网孔要求不严格的情况下,可以使用此工艺。一般针对网孔比较大,间距较宽的金属喇叭网。比如大的功放音箱,小型的迷你音箱。一般都是面积比较大,网孔较多
优点:加工成本低,速度快,人员安排简单
缺点:高昂的模具成本,网孔有毛剌卷边,易变形,定型后,一般不可以再行更改,不利于更新换代新产品。研发的成本高。
2.采用激光切割
激光切割金属喇叭网应用的还不是很广泛。虽然其切割的孔壁垂直,但也同样存在很多不足
优点:网孔可以切到很小,很密,孔壁垂直
缺点:网孔边缘有毛剌,切割后网孔四周有残渣,材料性质改变,边缘发黑残留烧焦一现象。下刀口和收刀口会出现棱边,极难处理。对网孔很多的情况,成本高昂
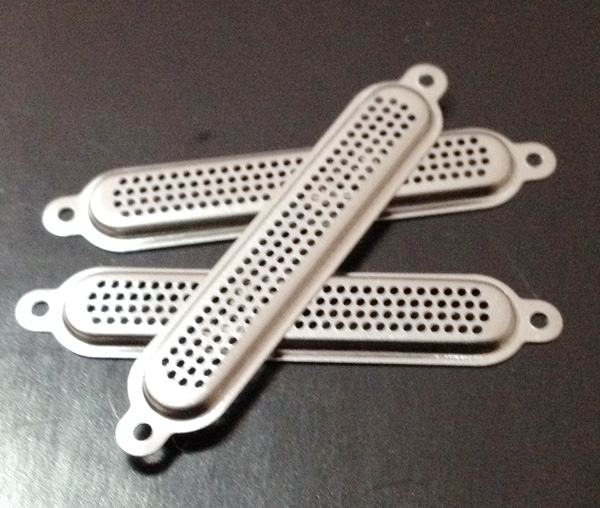
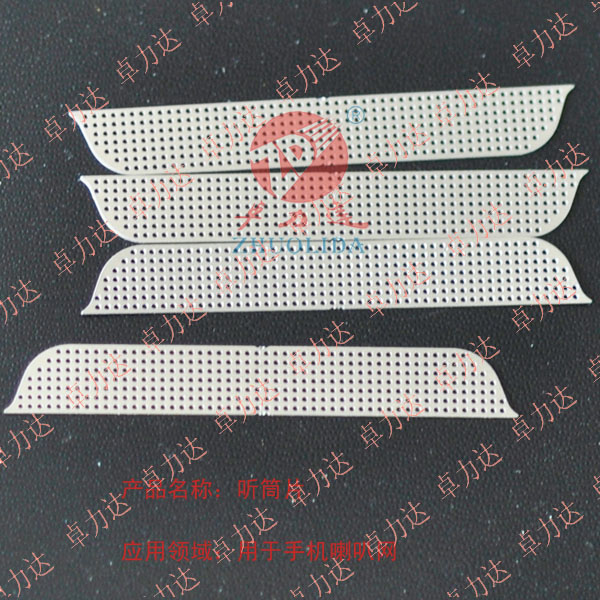
3.蚀刻工艺加工金属喇叭网
蚀刻工艺加工金属喇叭网兼有冲压和激光的优点,又避免上述二者的缺点。是采用一种曝光显影后,经化学蚀刻液加工的方式。蚀刻加工的工艺可以加工超薄的材料以及1mm厚以内的不锈钢等金属材质的喇叭网。喇叭网的网孔均匀,无毛剌,无卷边,孔壁垂直。对一些密集孔同样可以加工,大小面积同样可以更改,设计成本低
优点:孔光滑,无毛剌,平整,均均,更改设计图方便,成本低。
缺点:大批量加工,相对比冲压成本高一些,比激光成本低很多。
.jpg)
一般金属喇叭网检验标准如下:
砂眼;经喷涂后表面产生细小的凹坑。
杂色:喷涂环境不稳定(如温度或工具不清洁,使喷出的颜色部分有差异)。
聚油:喷漆后由于油漆的流动导致边缘处聚集部分油漆。
哑色:喷涂层颜色不光亮,有发“木”感或呈雾气状。
漏喷:应该喷涂的部分未喷到位。
薄油:喷涂层厚度不足以至隐约显出工件底色。
气泡:喷涂时空气进入漆膜,形成细小气泡。
堵孔:喷涂时由于油漆将喇叭网孔堵住。
弯脚:喇叭网定位脚弯曲,在装配时容易断掉。
金属刮手:喇叭网金属部分凸出或切割不良。
A面指的是产品外观最直观的正面部份,在面罩关闭/使用状态时,目光直视得到的地方。
B面指的是产品的侧面,在通常使用状态下直视不到的地方,但目光易看到的地方。
C面指的是产品的背面和底面,在通常使用状态下,目光难看到的地方。
D面指的是产品的里面,直接看不到的地方。
7.3材质检验:
参考样品以及相关要求,来料材质应与之相符(金属网应用磁铁靠近看是否吸引判定材质是否是钢铁)。 7.4可靠性测试:
7.4.1附着力测试:
a:用新的11号手术刀、刀片平面垂直于试件表面,用力均匀、速度平稳,无抖动地在平整的漆膜上,横竖垂直切割四条划痕到底材表面形成9个小方格,每个方格1mm2 。用软毛刷沿格阵两对角线方向,轻轻地入复刷5次,然后检查,方格底漆脱落不超过三个方格,面漆脱落不超过六个方格为合格(IQC批量来料不作强行要求检验)。
b: 3M胶带测试:取实验样品5PCS,将3M胶带完全的粘贴在烤漆,用1.5±0.5Kg·f的力在3M胶带上往返3个来回(约2SEC)。以45度角的方向迅速拉起胶带,烤漆不能脱落。
7.4.2硬度测试:用1H、2H、3H、6H„„等铅笔,呈45角度均匀用一定力度在油漆表面划过然后用橡皮擦分别去擦铅笔痕,观看油漆表面没有明显划伤,而又清晰留下H号铅笔痕,该铅笔痕即为油漆硬度不得低于3H(IQC批量来料不作强行要求检验)。
7.4.3盐水测试:取试样本放入含有5%Nacl的蒸镏水中浸48小时,用白布擦去试验样本上的水样本不允许有变色、脱落、起皱、污点痕迹(IQC批量来料不作强行要求检验)。
7.4.4耐温测试:在66±3℃的高温烘烤48小时后观察无皱纹,不泡、裂纹、剥落及明显失光等即为合格(IQC批量来料不作强行要求检验)。
地址:深圳市宝安区福永镇新和村福园一路华发工业园A3栋
电话:0755-61500588 直线:0755-29914202/61500558
隗(yu)小姐:136 2020 3959 yw6@zldsmt.com




下一篇:怎么加工0.1mm孔?上一篇:卓力达蚀刻企业文化推行方案
相关资讯
- 2012-05-31304蚀刻加工
- 2012-05-31不锈钢拉伸模具材料选择
- 2012-05-31我国不锈钢蚀刻焊材的发展现状
- 2025-04-29发热丝蚀刻加工流程
- 2025-04-27精密蚀刻加工流程
- 2025-04-25蚀刻阻挡片加工流程
- 2025-04-25垫圈蚀刻加工流程是什么
- 2025-04-24如何挑选蚀刻冲孔加工厂
- 2025-04-24如何挑选深圳蚀刻网加工厂家
- 2025-04-19什么是卷对卷蚀刻加工流程

